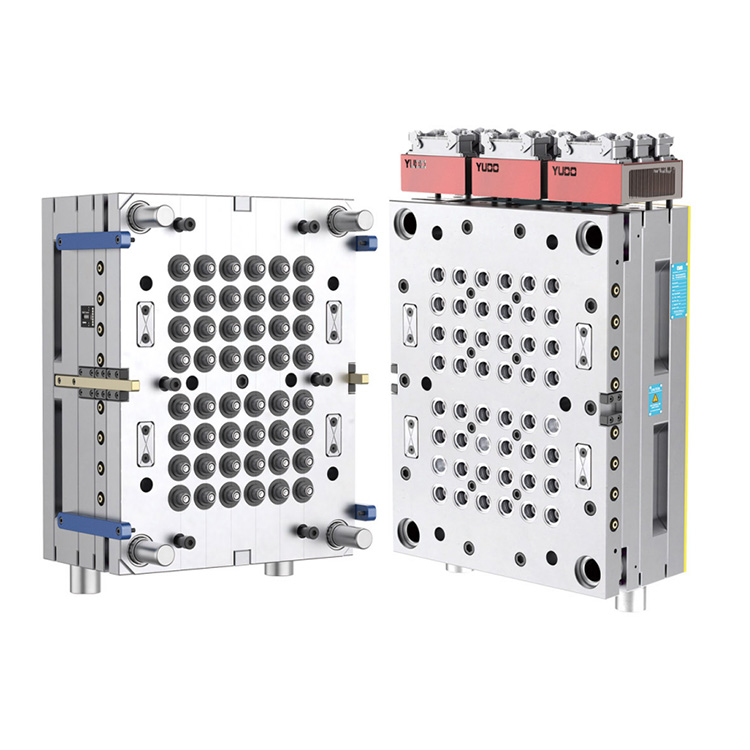
El método de mantenimiento demolde de preforma(molde de inyección) debe combinarse con las especificaciones de operación diaria y el mantenimiento periódico, de la siguiente manera:
Limpieza de cavidades/núcleos
Después de cada producción, utilice un producto de limpieza especial y un paño suave para eliminar los residuos de plástico y las manchas de aceite. Las manchas difíciles se pueden limpiar con limpieza ultrasónica.
Evite el uso de herramientas duras (como alambre y barras de acero) para limpiar y evitar rayones en la superficie.
Limpieza del sistema de corredores
Utilice regularmente aire comprimido o una varilla de limpieza especial para limpiar el carril principal, el carril secundario y la compuerta para evitar una inyección desigual causada por la obstrucción.
Limpieza de superficies de moho
Limpie las manchas de polvo y aceite de la superficie exterior. Después de un apagado prolongado, rocíe aceite antioxidante o aplique mantequilla para evitar la oxidación.
Operación de lubricación
Las piezas móviles, como pasadores guía, eyectores y deslizadores, deben lubricarse al menos dos veces por turno (más frecuentemente en verano). Se recomienda utilizar lubricantes profesionales.
Compruebe periódicamente si los pasadores guía y los manguitos guía están deformados o desgastados y reemplace las piezas dañadas a tiempo.
Mantenimiento de la superficie de separación
Durante el proceso de producción, se debe realizar una limpieza regular del plástico residual en la superficie de separación para evitar desbordes o daños al molde causados por un cierre flojo del molde.
Tratamiento de prevención de oxidación
Si la máquina se detiene durante más de 24 horas, se debe rociar aceite antioxidante o agente desmoldante sobre la superficie de la cavidad y el núcleo; Se recomienda grasa antioxidante para almacenamiento a largo plazo.
En un ambiente húmedo, se debe aumentar la frecuencia de prevención de la oxidación para evitar que el vapor de agua corroa la cavidad del molde.
Entorno de almacenamiento
El molde debe colocarse en un lugar seco, fresco y libre de polvo y almacenarse cerrado para evitar daños accidentales.
Inspección diaria
Confirme si los tornillos y abrazaderas de fijación del molde están flojos y verifique si el mecanismo de expulsión y el movimiento deslizante son suaves.
Registre si los defectos del producto están relacionados con el molde (como rayones, desviación dimensional).
Inspección trimestral
Vuelva a comprobar el efecto antioxidante de los moldes que hayan estado inactivos durante más de 2 meses y complemente el tratamiento antioxidante si es necesario.
Gestión de currículum
Establecer una tarjeta de currículum de moldes para registrar el uso, el historial de mantenimiento yparámetros de moldeopara facilitar el seguimiento de las necesidades de mantenimiento.
Configuraciones de proceso razonables
Evite una fuerza de sujeción excesiva, presión de inyección o temperatura del molde para evitar el desgaste excesivo del molde.
Operación de apagado
El apagado temporal requiere cerrar el molde para evitar la exposición a la cavidad; al reactivar es necesario desengrasar minuciosamente para evitar defectos superficiales del producto.

Tratamiento de óxido
El óxido menor se pule con una amoladora y luego se recubre con aceite antioxidante; El óxido severo debe repararse mediante chorro de arena.
Bloqueo de vías navegables
Limpie periódicamente el canal de agua de refrigeración y reemplace el anillo de sellado para garantizar la eficiencia de la refrigeración.
A través del mantenimiento sistemático mencionado anteriormente, la vida útil del molde se puede extender significativamente, se puede garantizar la eficiencia de producción y el rendimiento del producto.
Si está interesado en nuestros productos o tiene alguna pregunta, no dude en contactarnos.póngase en contacto con nosotros.