
Le aseguramos que siempre ofrecemos una máquina de compresión de tapa de 18 cavidades de alta calidad. Ayudarlo a elegir los productos correctos y de alta calidad para aprovechar el mercado y abrir el mercado con productos y servicios calificados, y lograr un beneficio mutuo.
Tiempo de ciclo más corto para una mayor productividad
Menos consumo de energía
Alta densidad específica
Moldes libres de mantenimiento que duran décadas
Proceso de cambio de color rápido
Menos desperdicio significa menores costos
| Modelo | DRCM-018 |
| Capacidad de producción | 17000-18000/hora (tapa de 29/25MM) |
| Diámetro de la tapa | 20-45 mm |
| Altura de la tapa | 10-30 mm |
| Material de la tapa | PP/HDPE/LDPE |
| Cavidad del molde No. | 18 |
| Energía | 380V/PH/50HZ |
| Potencia de instalación | 30KW |
| Consumo de aire | 0.3M3/Hr, 0.8Mpa |
| Dimensión de la máquina | 2660*1200*2000mm |
| Peso de la máquina | 3.1T |

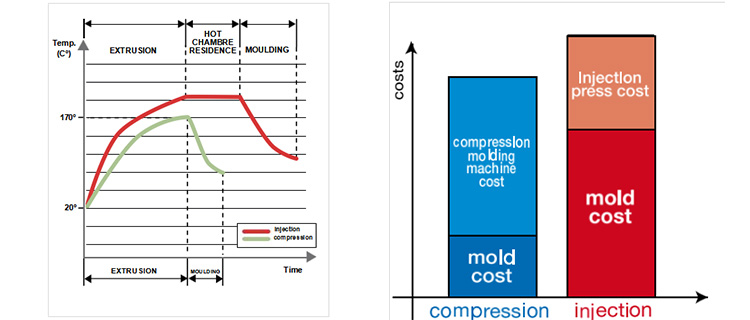
EN COMPARACIÓN CON LA MÁQUINA DE MOLDEO POR INYECCIÓN
| Artículo | Compresión de tapa moldeadora |
Moldeo por inyección máquina |
| Número de cavidad | 24 | 2*24 |
| Producción | 16800-23400 | 2*6000 |
| El consumo de energía | 26 | 2*36 (con molde) |
| Consumo de energía por mes | 18720 | 51840 |
| Ahorro de energía por mes | 33120kw | |
| Ahorro de costos | $6650 00/mes (si $0 2/kw/h) | |
| Usando aditivo | No | Sí |
| Uso de desmoldeante | No | Sí |
| Olor peculiar | No | Sí |
| Apariencia del producto | Sin punto de inyección | Con punto de inyección |
| Desperdicio | No | Sí |
| recurso de mano de obra | 1 | 2 o más |
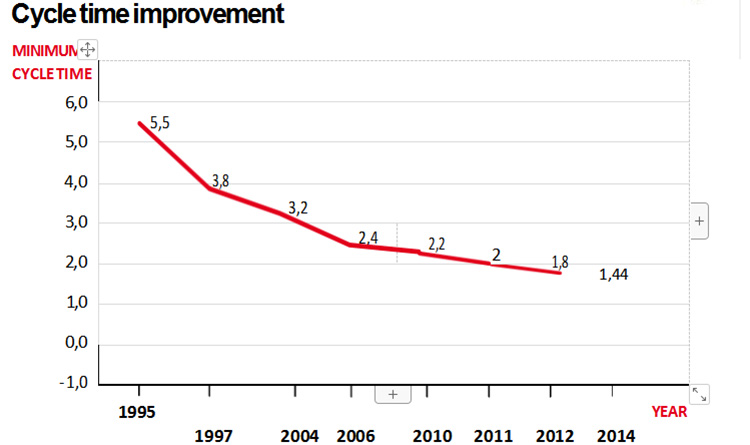
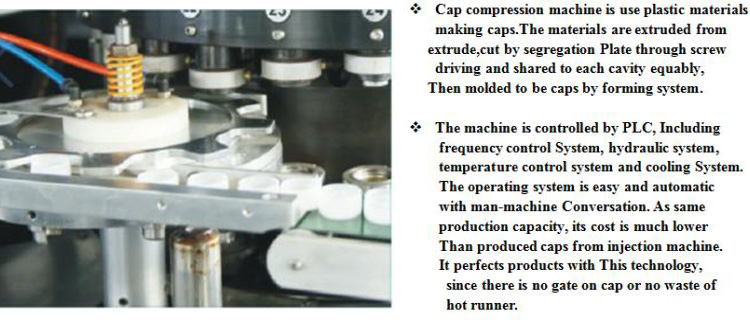
ES CICLO MAS CORTO tiempo y por lo tanto mayor productividad. La temperatura de extrusión más baja permite que la tapa se enfríe en el molde más rápidamente: esto ha acortado los tiempos de ciclo, que, en el caso de las tapas ligeras, se han reducido a alrededor de 2 segundos.
MENOR CONSUMO ENERGÉTICO. Las temperaturas de extrusión más bajas significan que se necesita menos energía para llevar el plástico a la temperatura de extrusión y, dado que el plástico está más frío, se necesita menos energía para enfriarlo. El ahorro total de energía por tapa producida puede llegar al 45 %.
ALTA DENSIDAD ESPECÍFICA. Siendo igual la presión de moldeo, las temperaturas más bajas permiten alcanzar una densidad específica más alta; además, el punto de inyección, que ejerce una presión adicional sobre el plástico fundido, está ausente. Esta condición tecnológica proporciona propiedades mecánicas y una consistencia que sería inalcanzable con la inyección.
LA CONSISTENCIA se ha convertido en un problema importante en el embotellado de bebidas, donde las líneas de producción son cada vez más rápidas y sofisticadas y donde ya no se pueden tolerar las paradas de la planta relacionadas con las tapas.
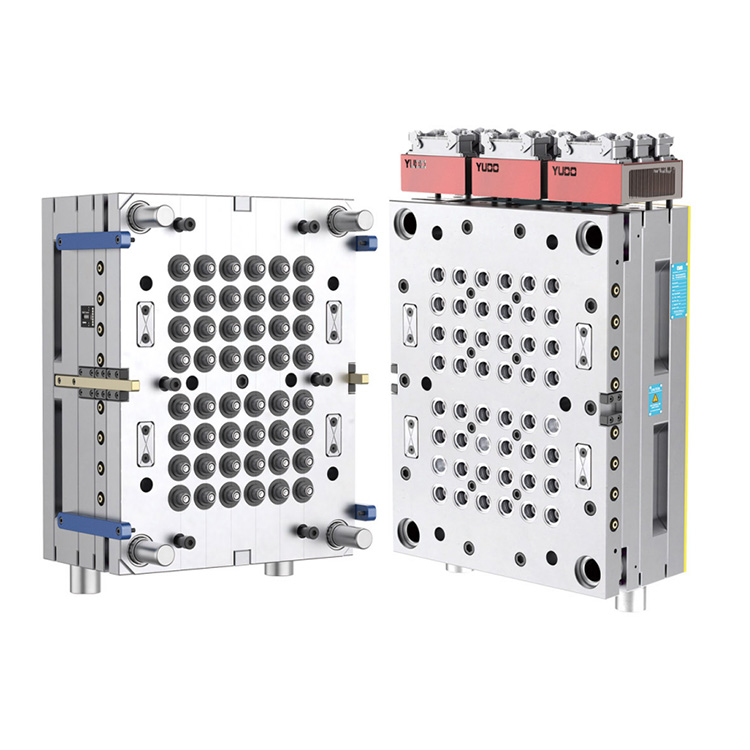
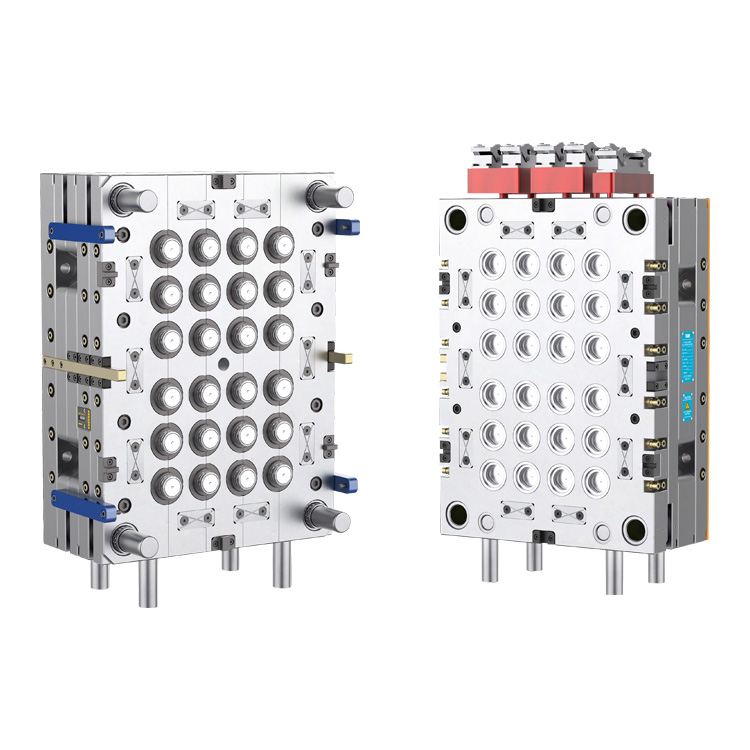
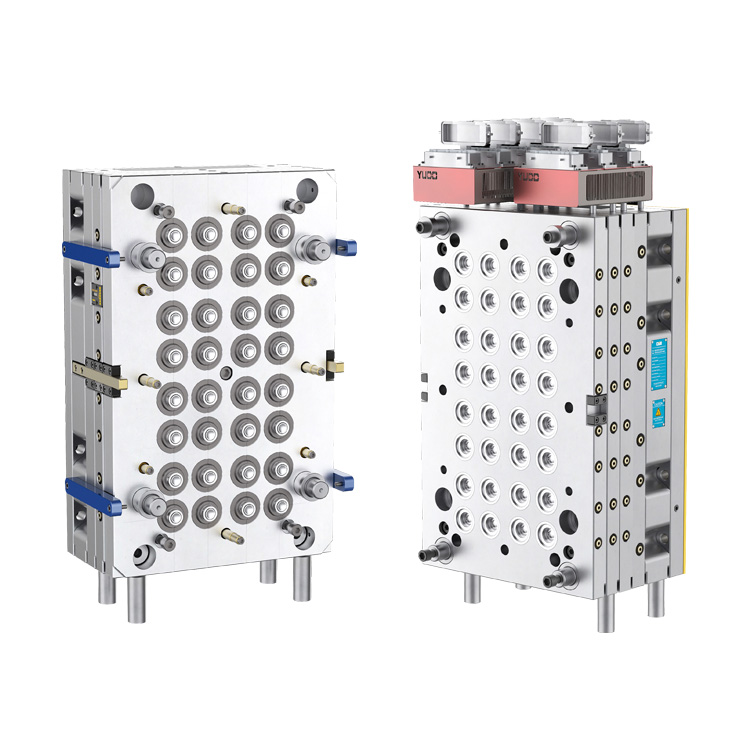
MOLDES SIN MANTENIMIENTO que duran décadas. El movimiento vertical y axial del molde de compresión asegura, a diferencia del molde de inyección, cargado por su propio peso, que los moldes estén protegidos de todo tipo de desgaste. El moldeo por compresión significa que los moldes no se desgastan durante toda su vida útil.
CAMBIOS DE COLOR RÁPIDOS Estos se pueden completar rápidamente sin tener que limpiar una cámara caliente, que está ausente en el proceso de compresión. MENOS RESIDUOS menores costes.
| Material del molde | Cavidad | DC53, Japón |
| base de la cavidad | Cobre de berilio, EE. UU. | |
| Pedestal de cavidad | S136 .Suecia | |
| Tornillo de pedestal de cavidad | DC53, Japón | |
| Centro | Cobre de berilio, EE. UU. | |
| Parte del hilo | DC53, Japón | |
| manga media | DC53, Japón | |
| Manga de desmoldeo | S136 .Suecia | |
| Dureza del molde | Después de la ignición al vacío, el tratamiento criogénico a -180°C, la nitruración y luego el DLC (carbono similar al diamante), la dureza del molde es de alrededor de 70 grados. | |
Embalaje estándar de exportación
Nuestro técnico puede ser la fábrica del comprador para instalar y hacer funcionar la máquina. Pero el comprador debe asumir todo el costo del viaje del técnico (incluido el boleto aéreo, el costo del alojamiento y el salario)
LA FECHA DE ENTREGA: 55-60 DÍAS DESPUÉS DE RECIBIR EL DEPÓSITO.
EL PUERTO DE ENTREGA: NINGBO, CHINA